Processing ECHO® Post-Industrial Recycled Polypropylene Compounds
The purpose of this document is to provide guidance and suggestions for processors that may be unfamiliar with processing post-industrial recycled plastic compounds, such as Entec Polymers ECHO® recycled polypropylene.
While producers of recycled compounds make every effort to provide a consistent, high quality product to their customers, recycled materials by their very nature are not as consistent as prime virgin resin. Recycled materials may tend to have more variation in their pellet size or shape, properties, appearance and processibility. However, the more that a processor can understand about recycled compounds the easier it becomes to successfully process and utilize these compounds.
Recycled polypropylene starts with parts, scrap or other feedstock that needs to be ground into smaller pieces so that it can be blended and fed into the compounding extruder. Because the material needs to be ground, there is always the possibility of small pieces of metal or other contamination getting past magnets and into the blending and extrusion operation. If this happens there are additional magnets at the extruder feed hopper, and in the downstream material handling process, as well as melt screens which help to remove much of this contamination. However there is still a small possibility of metal or other contamination getting through and being embedded in the pellets. Because of this, we do NOT recommend the use of hot-runner systems with recycled compounds as even small metal contamination can plug hot tips. These small pieces of metal or contamination are generally NOT an issue with cold runner tooling. If possible, larger gates and larger cold runners should be considered when processing recycled polypropylene compounds in order to more easily fill the mold while minimizing the need for higher processing temperatures.
Molds running recycled materials should also be well vented. Because recycled polypropylene compounds are produced using various feed-stocks, they may tend to have more issues with volatiles or out-gassing. Ensuring that the mold and cold runners are well vented will help ensure that out-gassing and mold deposits do not become an issue.
Because of the additional heat histories with recycled compounds, they may not be as robust as prime materials especially if processing with elevated melt temperatures and / or long residence times in the barrel. While virgin polypropylene may be able to easily handle melt temperatures up to 500°F, recycled polypropylene compounds should be processed at lower temperatures. A typical melt temperature range between 390°F and 440°F is suggested, with a maximum melt temperature of 460°F. Residence time for recycled polypropylene compounds should be kept to a maximum of 5 minutes. If longer residence times will be experienced, the melt temperature should be reduced accordingly. If degradation occurs additional anti-oxidant may be required and can be added via a masterbatch concentrate.
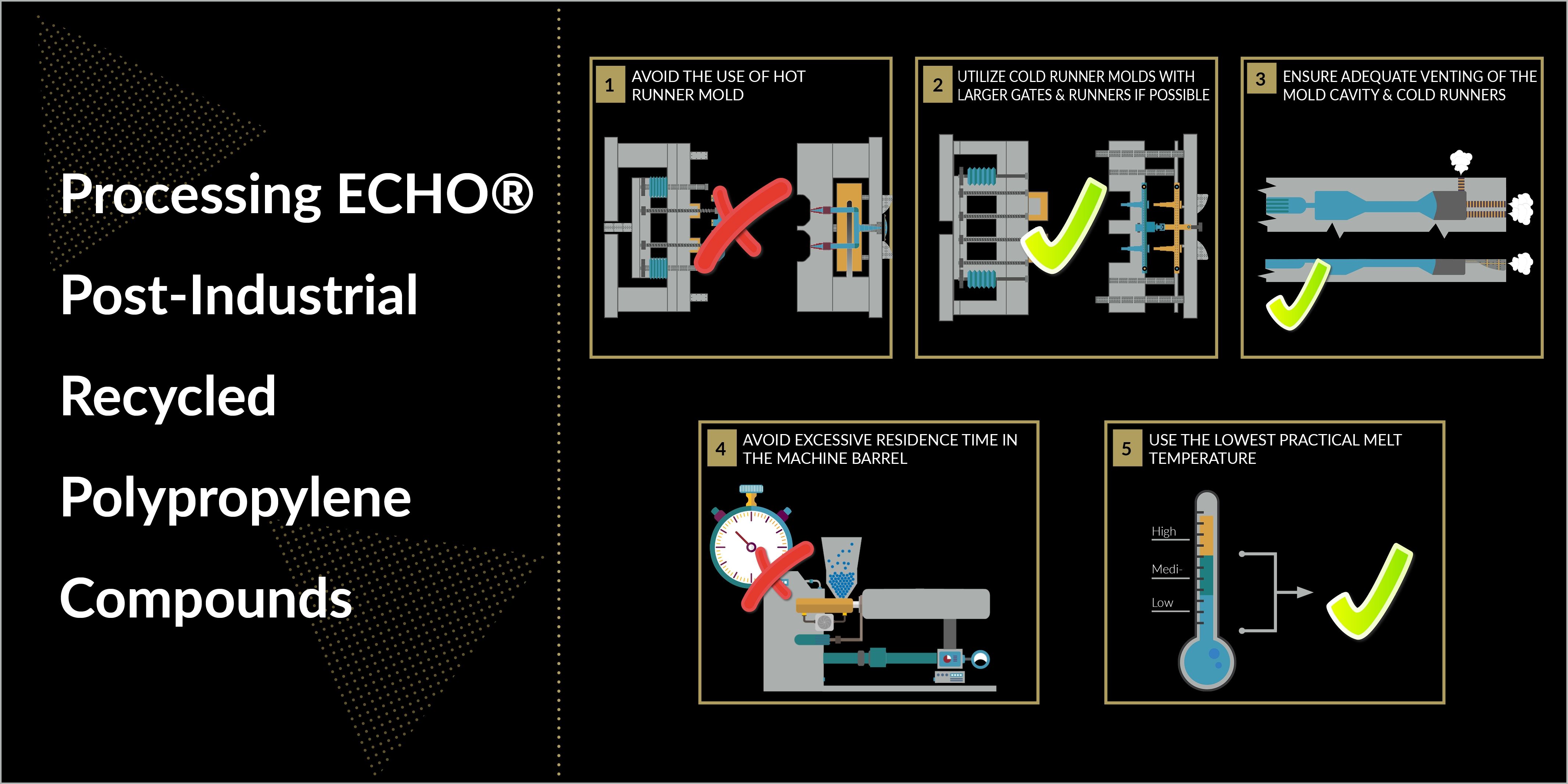
Keeping the following points in mind will help ensure success when molding post-industrial recycled polypropylene compounds:
- Avoid the use of hot runner molds
- Utilize cold runner molds with larger gates and runners if possible
- Ensure adequate venting of the mold cavity and cold runners
- Avoid excessive residence time in the machine barrel
- Use the lowest practical melt temperature
Learn More
Download Document Below